- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Adheesion vastainen kehystyyppinen automaattinen lastaus ja purkukone lautasille
Kun huonekalujen työkappaleet ladataan kokonaisiin kuormalavoihin, materiaalin ilman läpäisevyyden vuoksi, työkappaleiden välinen istuvuusaste,
ja liiman tarttuminen reunoihin, manipulaattori voi aiheuttaa keskinäistä tarttuvuutta tarttumalla työkappaleita:
Tavoitteena on tarttua yksi kerros työkappaleita, mutta todellisuudessa se voi tarttua korkeintaan 3-4 kerrosta.
Tämä aiheuttaa sarjan kielteisiä vaikutuksia ja vähentää huomattavasti laitteiden toiminnan luotettavuutta.
Laitteilla on korkeat vaatimukset ladattaville levyille: mitä pidempi levyt sijoitetaan, sitä tiukempi sopivuus levyjen välillä,
Ja sitä helpompaa on tarttua; Levyjen puhtaus ja jäännösliima reunoilla voi pahentaa levyjen välistä keskinäistä tarttuvuutta.
Laitteiden toiminnan luotettavuus on huono.
Levyjen välisen keskinäisen tarttumisen aiheuttamat ongelmat vaativat sammutuksen ja manuaalisen intervention, ja tämä tilanne esiintyy usein.
Turvallisuusriski on suuri: toistuvat poikkeavuudet vaativat henkilöstöä pääsemään ja poistumaan manipulaattorin työalueelta, mikä aiheuttaa suuren turvallisuusriskin.
Imukupin tarttumisjaksoa ei kiinnitetä: pöydän korkeus levyjen vapauttamiselle on kiinnitetty, mutta tarttuessasi,
Levyt tarttuvat kerrokseen kerroksella jokaisesta kuormalavasta, ja korkeus vähenee vähitellen, mikä muuttuu jatkuvasti.
Siksi on tarpeen tutkia ja kehittää uuden tyyppisiä linkitettyjä syöttöautomaatiolaitteita, jotta voidaan ruokkia tarkasti levyjä, jotka porataan vastauksena yllä oleviin ongelmiin.
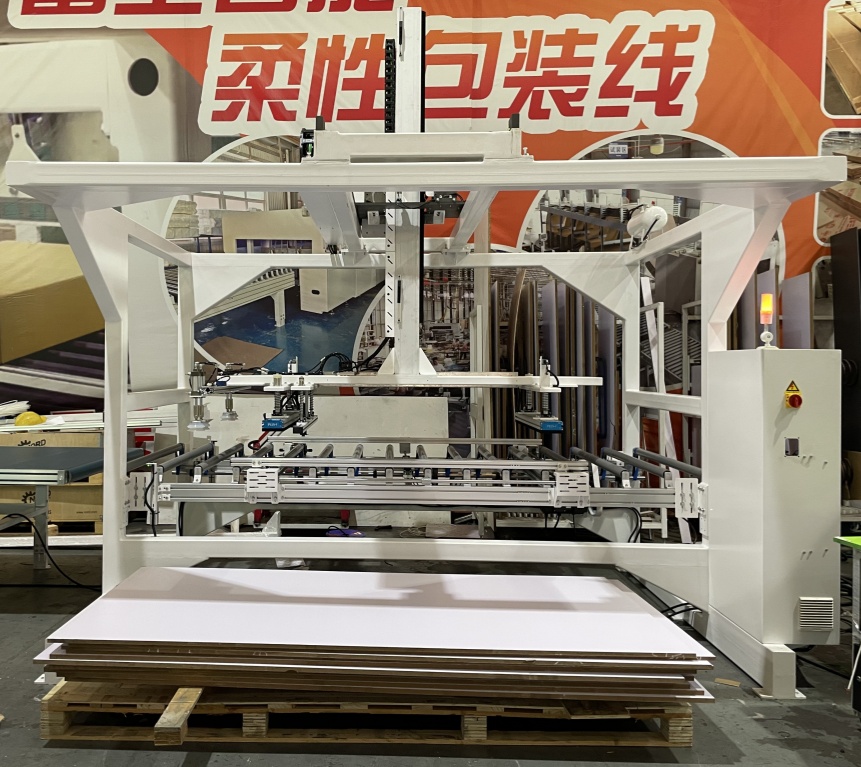

Adheesion vastaisen kehyksen tyyppisen automaattisen lastaus- ja purkamiskoneen työnkulku puupohjaisessa paneelin tuotantolinjassa
1. Lataus Valmistelu: Työntekijät sijoittavat laitteiden ruokintatelineeseen kokonaisia kuormalavoja käsitellyt puupohjaiset paneelit. Telineen nostoalusta säädetään automaattisesti alkuperäiseen tarttumiskorkeuteen.
2. Asentaminen ja tarttuminen: Gantry -manipulaattori ajaa tarttumismekanismia liikkuakseen suoraan paneelien yläpuolelle. Teollisuuskamera etsii paneelien asennon;
Imukuppit laskeutuvat koskettamaan paneelin pintaa, ja anti-teesionestomoduuli aktivoituu samanaikaisesti.
3.Aphesion-havaitseminen: Jännitysanturi havaitsee kuorman. Kun olet vahvistanut, että vain yksi kerros paneelia tarttuu, neljä pientä levyn muotoista imukuppia kiinnittyy paneelin toiseen päähän
ja ravista väkivaltaisesti ylös ja alas muutaman sekunnin ajan varmistaaksesi, että ylimääräiset tarttuvat paneelit ravistetaan. Sitten manipulaattori siirtyy ohjauskiskoa pitkin käsittelylaitteen syöttöporttiin.
4. PRECKISE PUORAUS: Kun paneeli on toimitettu prosessointilaitteiden määritettyyn sijaintiin, imukupit vapauttavat tyhjiön lastausprosessin loppuun saattamiseksi. Samaan aikaan,
Toinen joukko tarttumismekanismeja vie synkronisesti jalostetun paneelin laitteista ja siirtää sen purkamiskuljettimen linjalle.
5.Syklinen toiminta: Syöttötelineen nostoalusta nousee vähitellen, kun tarttuminen etenee tarttuvan pinnan korkeuden vakaana. Kun kaikki kuormalavan paneelit käsitellään,
Laitteet antavat materiaalimuutoskehotuksen.